
Modern aluminum mills typically have vast in-house processing capabilities to meet the manufacturer’s demands. However, certain requirements may call for processes that are handled by a trusted vendor partner. In the world of aluminum, this is collectively known as “tolling”. These outside services include leveling, sheeting, painting, anodizing, and slitting. Today we’ll look at each of these, in addition to the common questions and considerations for each type of toll processing.
Leveling
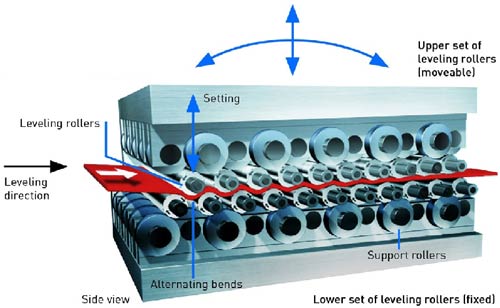
Many buyers today require that their coil is completely flat to meet their production needs. However, rolled coil is typically not completely flat, and may have some type of “memory” to the shape depending on temper. For flatness critical applications, coiled strip can be leveled. This is accomplished through either tension or stretch leveling equipment.
In tension, or roller leveling (shown above), the coiled material passes through a series of process and guide rolls under tension, typically applying pressure to alternating sides to reduce any flatness deviations.
In the case of stretch leveling, a portion of the coil is fed onto a large table where it is gripped on the sides and literally pulled from the edges to help remove any waves.
Determining if coiled strip needs to be leveled involves careful consideration of the flatness requirements for both the manufacturing process and the end product.
Cut to Length (Sheeting)
Many products and processes call for the strip to be toll processed into sheets or cut to standard or custom lengths. For instance, our toll partners can make pieces as short as 6” or as long as 240”, and as narrow as 1.5” or as wide as 60”. Most cut to length operations also have some type of built in leveling, although not as powerful as an independent leveling operation. When considering if you need to include a Cut to Length operation in your material, it is important to know the length tolerance required, and other considerations. One commonly requested option is paper interleave, where paper is placed between the cut strips to protect the surface during shipment.
Painting
Coil strip may also be painted, saving the manufacturer from handling this process themselves. Though painting may have larger minimums depending on the width and gauge required. United can also paint coils in wide widths and then slit to narrower widths for your application. Keep in mind that slitting after painting does result in bare metal edges.
When specifying paint, the more information the better. Considerations include:
- Specific paint manufacturer and color number
- The type of primer and specific manufacturer
- Will the item be used outdoors or only indoors?
- What radius of bend will be made to the painted material to form your part?
- What gloss level do you require?
- What DFT (Dry Film Thickness) is specified?
- What type of paint? (Acrylic, Polyester, etc.)
Anodizing
Anodizing serves two purposes: it protects the surface of aluminum and can optionally add color. Aluminum naturally forms a protective layer of oxide. Anodizing basically breaks this layer of oxide using an electrochemical process, and then replaces it with a controlled oxide layer in clear or any desired color. This natural oxide layer is very durable. When sourcing this process, anodizers will want to know:
- The application / end use
- If it’s intended for outdoor use
- The desired thickness of the anodic layer
- If any color is required then exactly what that color should be. The buyer can provide a standard color code such as RAL, or a sample of the target color.
 Oscillate Slitting
Oscillate Slitting
 Oscillate Slitting
Oscillate SlittingOscillate slitting refers to traditional “pancake” coil slitting. It is accomplished by taking one strip at a time and slitting it into 10 or more narrow strips. The slits are then simultaneously wound back and forth onto reels. To provide maximum run time per reel, the cuts being slit may even be welded together to produce much longer strands on the reels. This type of oscillate slitting requires specific equipment to hold and run the reels of strip. These reels are defined by the ID (inner diameter), the face (measured across the reel), and the flanges on the ends.
Have a question or need a quote on custom aluminum coil, with or without toll processing? Contact us today, we’ll be happy to help!
Main Image Source (Roller Leveling): Ulibarri Hernández, Unai & Mendiguren, Joseba & Sáenz de Argandoña, Eneko & Galdos, Lander & Silvestre, Elena & Gil, Imanol. (2016). Friction characterisation in levelling processes. Advances in Materials and Processing Technologies. 2. 1-11. 10.1080/2374068X.2016.1247230.